


數控加工中心如何確定加工路線
時間:2016-04-09 08:24來源:山東海特數控機床
加工路線是指數控機床在加工過程中,刀具相對工件的運動軌跡和方向。即刀具從起刀點開始運動,直至返回該點并結束加工程序所經過的路徑,包括切削加工的路徑及刀具的引入、返回等非切削空行程。確定加工路線,主要是確定粗加工及空行程的走刀路線,而精加工切削過程的走刀路線都足沿工件輪廓進行的。
在確定加工方向時要考慮刀具的“讓刀”現象,特別在數控銑床及加工中心的切削中*應如此。通常采用粗加工順銑,精加工逆銑的走刀路線,即銑外輪廓側面時順時針走刀(見圖2-10),銑內輪廓側面時逆時針走刀(見圖2-11)。對于主軸轉速超過10000r/min的高速數控銑床及高速數控加工中心,為避免“讓刀”引起的斷刀現象,廠家規定只允許順銑。
在確定加工路線時應遵守:
1、保證工件的加工精度和表面粗糙度要求
如圖2-9所示的手柄加工中,若用外圓車刀粗車完SR6,R48右側部分后,接著精車;然后用圓弧刀粗車、精車R48左側部分及R40部分。那么在R48的*高處就不能平滑過渡。
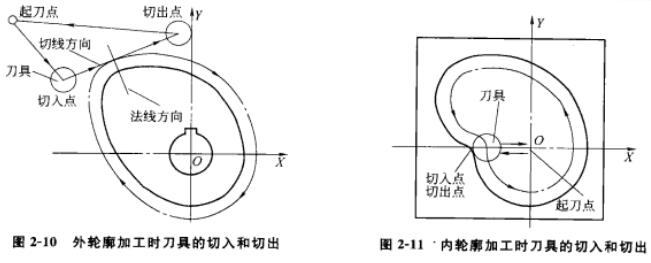
在數控銑床及加工中心中銑削平面工件外輪廓時一般采用立銑刀側刃切削。應避免沿工件外輪廓的法向切入,而應沿外輪廓曲線的切線方向(或曲線延長線的切向)切入,在切離工件時,也應沿外輪廓曲線的切線方向(或曲線延長線的切向)切離工件,以避免切入成切離時在工件上產生痕跡(見圖2-10)。在銑削封閉的內輪廓側面時(見圖2-11),因內輪廓曲線不允許外延(或切線方向與輪廓曲線相交),刀具只能沿輪廓曲線的法向切入和切出,此時刀具的切入和切出點應盡*選在內輪廓曲線兩幾何元素的相交處。如果曲線都是平滑過渡的,那么切離時應在切入點處繼續沿曲線切削一段后(把切入點處的刀痕及由于刀具半徑補償引起的加工殘余切除)沿法向切出。在輪廓的銑削過程中要避免進給停頓,否則會因銑削力突然變化而在停頓處的輪廊表面上留下刀痕。
為提高工件尺寸精度和減小表面粗糙度值,當加工余量較大時,可采用多次進給切削的方法,*后精加工時留較少余量(一般為0.2-0. 5 mm)作為精加工余量。
2、盡量縮短加工路錢,減少刀具空行程時間
實現*短的加工路線,除了依靠大量的實踐經驗外,還應善于分析,必要時可輔以一些簡單計算。
(1)*短的空行程路線
1、巧用起刀點 圖2-12a為采用矩形循環方式進行粗車的一般情況。其起刀點A的設置是考慮到換刀的方便,故設置在離坯件較遠的位置處,將起刀點與換刀點設置在一起。圖2-12b中將起刀點B與換刀點A分離,并設置起刀點在B點位胃,仍按相同的切削用量進行三刀粗車。由于三刀粗車的行程明顯減小,所以圖2-12b的加工路線比圖2-12a的短。
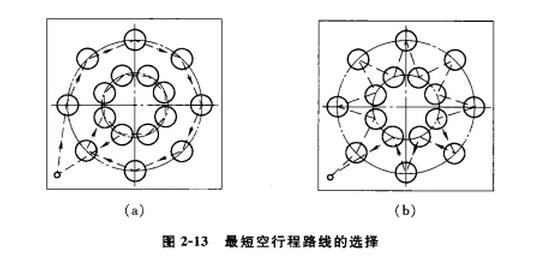
②合理安排空行程運動路線 要加工如圖2-13所示的16個孔,按一般規律是先加工均布在同一圓周上的8個孔,再加工另一圓周上的孔(見圖2-13a),但對點位控制的數控機床來說,這并不是*短的空行程路線,如按圖2-13b所示的空行程路線進行加工,則空行程距離的總和*小,因此可以提高生產率。
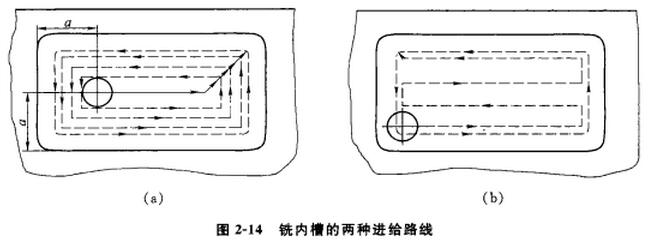
(2)*短的切削進給路線 縮短切削進給路線既可有效地提高生產率,又可降低刀具的磨損。在圖2-14a中采用環切法加工內槽;而在圖2-14b中采用行切法加工內槽。從兩圖中比較可以知道,圖2-14b的切削進給路線明顯比圖2-14a的短。
3、使數值計算簡單,程序段數量少
在圖2-14a中.采用環切法需要逐步向外擴展輪廓線,刀位點計算比圖2-14b明顯復雜,且程序段數*也較多。
上一篇:數控加工中心加工工序的劃分及安排
下一篇:龍門加工中心典型用途



