


數控加工中心刀具半徑補償指令應用(案例說明
時間:2016-01-05 10:39來源:山東海特數控機床
改變刀具半徑補償值實現零件件的粗、精加工。在數控加工中心加工過程中刀具半徑補償功能具有重要的用途。如果人為地使刀具中心與工件輪廓偏置值不是一個刀具半徑,而是某一給定值,則可以用來處理粗、精加工問題。在粗加工時,可將刀具實際半徑再加上精加工余量作為刀具半徑補償值輸入,而在精加工時只輸入刀具實際半徑值,這樣可使粗、精加工采用同-個程序,其補償方法為:設精加工余量為△,刀具半徑為r,如圖1所示:首先,人工輸入刀具偏置值為r+△,即可完成粗加工到圖示點劃線的位置;在精加工時,輸入刀具的半徑值r,即可完成*終的輪廓精加工。
改變刀具半徑補償值對零件進行加工修正。將刀具半徑補償與子程序結合應用,不但可簡化編程,進行粗、精加工,而且可以進行加工的修正,保證零件的加工尺寸,滿足實際加工的要求,確保零件的加工品質。下面以華中數控系統為例,用一個實際加工程序進行說明,零件圖如圖2所示。
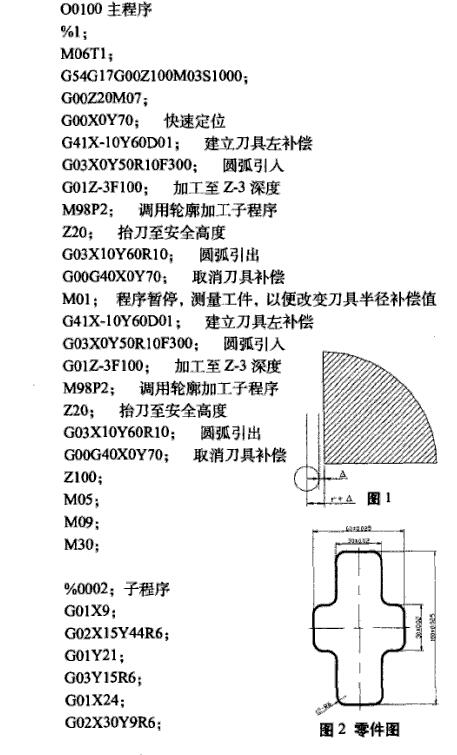
在主程序中用MOl指令程序暫停,此時測量工件尺寸,計算出其與零件圖尺寸的差值,并將差值補償輸入DO1寄存器,進行零件精加工,這樣加工出的零件可滿足尺寸要求。
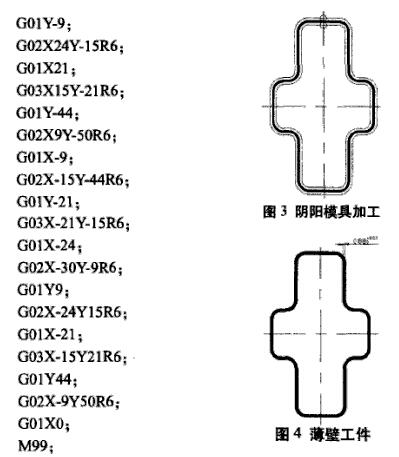
陰陽模具加工。在加工同一公稱尺寸的內、外兩種型面時,可利用同一程序把G41, G42指令互換,完成內、外兩種型面的加工,這樣便實現了陰陽模具的加工,這樣加工出的零件可滿足實際要求,滿足模具裝配的需要,如圖3所示。
負刀具半徑補償的應用。對于薄壁工件如圖4所示,可采用負刀具半徑補償的方法加工。負刀具半徑補償就是在刀具補償寄存器中將數值改為負值,數控系統插補器就會按負值來計算插補點。
若上述主程序刀具半徑補償為5.5,并將刀具半徑補償值輸入DOl寄存器,精加工外輪廓完成后,根據薄壁厚度,將刀具半徑補償值改為-(5.5+0.88+0.01),然后再執行同樣的程序,即可加工出相應的薄壁工件的內輪廓。
結論:數控加工是基于數控程序的自動化加工方式,在實際加工中,在加工中心、數控銑床上加工零件的過程中刀具半徑補償功能的運用是十分廣泛的,在數控加工程序中,用好刀具半徑補償指令,對提高零件的加工質量和精度,使用、維護好數控機床具有重要意義。
上一篇:數控加工中心刀具選擇與應用,不看可惜了
下一篇:鋁型材數控加工中心廠家推薦



